18611352758

滨特尔厌氧MBR概述
随 着 Compact33 超 滤 (UF) 膜集成在Memthane® Anaerobic MBR (AnMBR)中,Veolia Biothane 和 Pentair X-Flow 共同开发出了一种处理酿酒厂、乳品厂及生物乙醇厂等行业产生的高浓度和高固体含量废水的解决方案。AnMBR 系统最大限度地提升了可再生能源的产量,并能产生可回收或直接排入下水道的高质量排水。厌氧消化步骤与可靠、耐用的膜分离步骤的结合具有许多显著的优势,其中包括更高的沼气产量和浓度,从而缩短了投资回报周期。Memthane® 的效率通常高达99%,可产生富含甲烷的有价值的沼气,而且与传统技术相比具有更低的运行成本。
滨特尔厌氧MBR超滤膜系统是厌氧 MBR 工艺的一部分,用于从混合液中分离出干净的水。厌氧 MBR 系统一般由预处理系统,厌氧反应池和超滤系统组成,主要处理高浓度 COD 和BOD 的工业废水。污染物质在完全厌氧条件下进行反应和降解,在厌氧池中得到充分混合和均质,形成的微生物被滨特尔超滤膜完全截留。预处理一般包括拦截粗颗粒物的格栅,这些粗颗粒物进入生物反应池和超滤系统有可能损坏/堵塞膜管,影响生化过程。经过格栅后,污水被输送至缓冲池混合均匀。下一步取决于进水温度,加温/冷却系统应确保污水以合适的水温进入厌氧反应池。如缺少营养物质,如氮和磷,应考虑使用营养源加药系统。厌氧反应途径是在厌氧条件下,有机物通过生化污泥被分解的过程。在高效厌氧生物反应器内,中温厌氧细菌将废水中有机物成分转化成沼气,二氧化碳和污泥。厌氧细菌的悬浮生长过程在完全自由和无氧的环境中进行,调节合适的温度利于中温厌氧菌占优势生长。搅拌的过程使污泥混合液得以均匀的混合,减少水力停留时间,生物反应池容和占地面积最小化。在处理效率方面,实际的数字表明 COD 的去除率可高于 95%,废水厌氧处理工艺可提供更高的性能,特别是在降低 COD 和产生沼气能源方面,已在市场上得以应用。
厌氧MBR系统工艺图

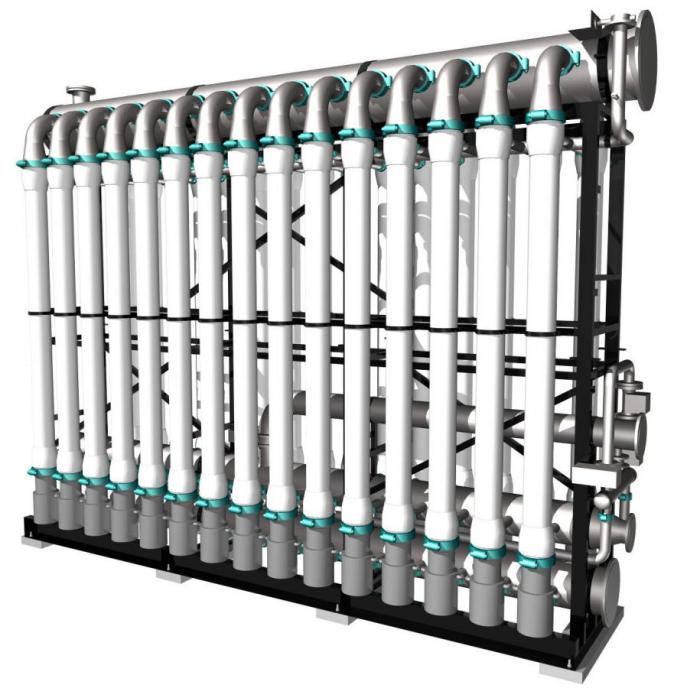
厌氧池混合液通过进水泵进入超滤单元,进水泵以维持稳定的流量,进入垂直方向 餐厨沼液厌氧膜实验方案的超滤膜。膜组件选择 Compact 33V,三米长的膜组件由直径 213 mm,面积 33 m2 的管式膜管组成,由内到外,如混合液从膜管底部进入,产水通过泵吸出。膜底部和顶部各连接弯头,顶部浓水回流到厌氧池中。
滨特尔厌氧MBR优势
• 效率高,COD 脱除率达 99%
• 占地面积小
• 降低了污泥处理成本
• 易于操作和维护
• 清洗频率低
厌氧MBR应用
• 乳制品
• 生物燃料
• 生物乙醇
• 食品加工
• 酿酒厂
• 饮料
• (石油)化工行业
• 高浓度有机废水等
厌氧MBR系统设计
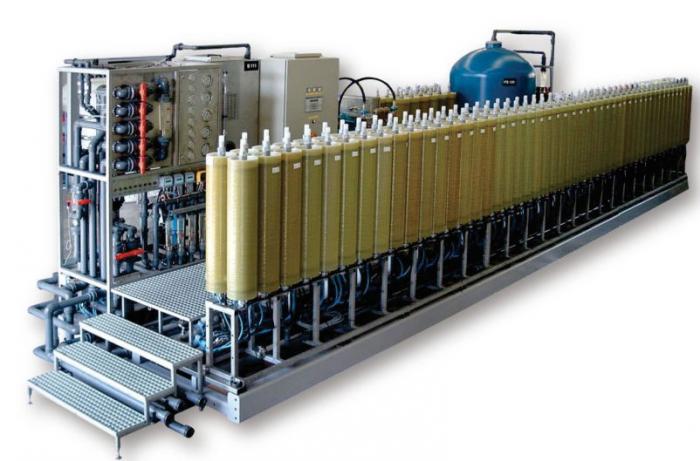
Memthane® 是一种经济高效地处理(极)高浓度 COD(化学需氧量)工业废水的解决方案。该系统能够处理高浓度和高固体含量的废水。这种新方法能从废水中高效地制取沼气,并降低公司的排放成本。而且该方法占地面积小,它将前 / 预处理、厌氧处理及最终的后处理概念简化为一个综合的 “ 反应器-膜 ” 装置。废水进入厌氧生物反应器将有机组分转化为富含能量的沼气。经过该步处理之后,反应器中的物质经由 X-Flow 的超滤膜装置进行处理,以便分离出厌氧污泥使其返回反应器,并生产清澈的水。全封闭式Compact 33 膜安装在反应器的外部,因而是一种清洁的、易维护的、可防止异味散逸的解决方案。此外,这种膜系统无需净化沼气。
厌氧MBR技术优势
Memthane® 是一种从废水流中回收能量的理想替代方法,因为几乎所有的有机组分都会转化为沼气、甲烷及二氧化碳(CO2)。与任何其他同等工艺相比,该方法的沼气产率更高,因为 Memthane® 能除去污水中 99% 的 COD。这远高于传统的厌氧处理方法,后者的处理效率只能达到 80% ~ 85%。
• 十分紧凑的设计
• 污水经过处理后水质优异
- 不含悬浮固体
- 显著降低 COD/BOD 浓度
• 简单、清洁并能快速维护膜
• 全自动操作与 CIP 清洗
• 膜寿命长达 5 年多
厌氧MBR技术经济优势
Memthane® 因其优点众多而使平均投资回报周期仅需两年。
• 高效率
- 降低了排放成本
- 提高了沼气产量
• 节省了投资成本
- 缩小了设备的设计尺寸
- 减少了前处理和后处理设施
• 运行成本低
- 能耗和化学品用量减少
- 污泥排放成本少
厌氧MBR技术规格
厌氧MBR组件参数
滨特尔厌氧MBR膜特点
1) 膜材料:PVDF
2) 膜孔径:30nm
3) PVDF 膜化学稳定性好,适用的 PH 范围广,在 pH=2~11 的情况下,可用强酸强碱进行化学清洗
4) 抗污染能力强
5) 对 SS 100%去除率
6) 进水污泥浓度高,达到 15~20g/L
咨询电话:
18611352758
邮箱:18637862005@163.com
手机:18611352758
Q Q:2062866653
地址:中国·宜兴市远东大道66号1206号

Copyright © 2021 无锡富丽斯环保设备有限公司 版权所有 备案号:苏ICP备2022004676号-1 XML地图
技术支持:易发网络